Цилиндрические трубы из нержавеющей стали для пищевой и медицинской промышленности: Руководство по соответствию и сертификации
Укажите нержавеющую сталь 316Л, и аудитор или менеджер по качеству все равно запросят сертификат завода, отчет о чистоте поверхности и декларацию соответствия. Сплав — это отправная точка, а не финишная черта. Для цилиндрических трубок, предназначенных для линий пищевой промышленности или сборок медицинского оборудования, система сертификации, окружающая этот материал, определяет, пройдет ли он проверку закупок, пройдет ли гигиенический аудит конструкции или получит ли одобрение регулирующих органов на целевых рынках.
В этом руководстве описана ситуация с соблюдением требований для обоих приложений, охватывающая важные стандарты, решения по материалам, которые они определяют, а также документацию, которую покупатели должны потребовать, прежде чем одна трубка попадет в регулируемую производственную среду. Если вы занимаетесь поиском цилиндрические трубки из нержавеющей стали для гигиенических и прецизионных применений понимание этой структуры является предпосылкой для принятия любого другого решения.
Почему важны и оценка, и сертификация
Распространенным заблуждением в регулируемых отраслях является то, что только марка материала обеспечивает соответствие требованиям. Это не так. Например, FDA не одобряет и не сертифицирует необработанные трубы из нержавеющей стали. Он регулирует поведение материалов в системах, контактирующих с пищевыми продуктами или медицинскими устройствами. Это различие переносит бремя соблюдения требований со сплава на всю цепочку спецификации, производства и документации.
Это имеет практическое значение. Две трубы с одинаковым химическим составом могут иметь очень разные профили соответствия в зависимости от качества их поверхности, метода сварки, документации по отслеживанию и стандартов, на соответствие которым проверялся их производитель. В частности, для цилиндрических трубок, где геометрия отверстия, прямолинейность стенок и состояние внутренней поверхности напрямую влияют как на функциональные характеристики, так и на возможность очистки, соответствие требованиям является не только вопросом материалов, но и производственным вопросом.
Результат: группам закупок и инженерам-конструкторам приходится одновременно оценивать три вещи. Во-первых, правильная марка сплава. Во-вторых, применимые стандарты для целевой отрасли. В-третьих, пакет документации, подтверждающий и то, и другое.
Ключевые марки для пищевой и медицинской промышленности, где используются цилиндрические трубки
Аустенитные нержавеющие стали — в первую очередь 304Л и 316L — доминируют как в пищевой, так и в медицинской промышленности. Выбор между ними не произволен.
Сравнение классов при выборе трубок для пищевых и медицинских баллонов | Недвижимость | 304L | 316L |
| Содержание хрома | 18–20% | 16–18% |
| Молибден | Нет | 2–3% (ключевой фактор) |
| Коррозионная стойкость | Хорошо — обычная еда/напитки | Высший — хлориды, кислые среды, солевой раствор |
| Содержание углерода | ≤0,030% (класс L) | ≤0,030% (класс L) |
| Типичные пищевые применения | Сухая или низкокислотная обработка | Молочные продукты, мясо, морепродукты, системы CIP |
| Типичные медицинские применения | Неимплантационные компоненты инструмента | Жидкостные системы, хирургическое оборудование, прилегающее к имплантату |
Обозначение «L» — низкоуглеродистый — важно в обоих секторах. Во время сварки марки со стандартным углеродом могут выделять карбиды по границам зерен, снижая стойкость к локальной коррозии в зонах термического влияния. Низкоуглеродистые сорта подавляют этот механизм, поэтому холоднотянутые трубы из нержавеющей стали с жесткими размерными допусками для регулируемых применений почти всегда указываются марки 304L или 316L, а не их стандартные углеродные аналоги.
В агрессивных средах безразборной мойки (CIP), распространенных в пищевой промышленности, содержание молибдена в 316L обеспечивает значимую защиту от точечной коррозии, вызванной хлоридами, что является серьезной проблемой, когда каустические и кислотные средства CIP неоднократно проходят через одну и ту же трубку. В системах медицинских жидкостей, где стерильные солевые растворы или жидкости организма могут контактировать с поверхностями трубок, по умолчанию также используется 316L.
Соответствие требованиям пищевой промышленности: стандарты, которые вы должны знать
Четыре стандарта определяют базовый уровень соответствия для цилиндрических трубок из нержавеющей стали, используемых в производстве пищевых продуктов. Они действуют на разных уровнях — химия материалов, проектирование оборудования, обработка поверхности и региональные нормативы — и на практике одновременно будут применяться более одного.
FDA 21 CFR (Свод федеральных правил)
В системе безопасности пищевых продуктов FDA трубы из нержавеющей стали не указаны в качестве одобренного материала в простом каталоге. Вместо этого соответствие устанавливается косвенно: трубы из нержавеющей стали принимаются в соответствии с требованиями текущей надлежащей производственной практики (CGMP) 21 CFR, часть 110, в сочетании с признанными отраслевыми стандартами, проверяющими возможность очистки и отсутствие загрязнений. Это означает, что соответствие требует соответствия сертификатов материалов параметрам процесса (тип продукта, рабочая температура, продолжительность контакта) и демонстрации того, что система трубок в целом соответствует критериям CGMP.
NSF/ANSI 51 — Материалы для пищевого оборудования
Сертификация NSF по стандарту ANSI 51 распространяется на готовые конструкции оборудования, а не на необработанные трубы из нержавеющей стали. Компонент цилиндрической трубки из нержавеющей стали может использоваться в оборудовании пищевой промышленности, сертифицированном NSF, но сертификация распространяется на всю систему, а не на отдельную трубку. Это различие имеет значение для закупок: запрос на «пробирку, сертифицированную NSF», технически неточен. Правильный вопрос заключается в том, соответствует ли система оборудования, включающая эту трубку, сертификации NSF/ANSI 51.
Санитарные нормы 3-А
Санитарные стандарты 3-A, разработанные консорциумом производителей оборудования, переработчиков молочной продукции и регулирующих органов общественного здравоохранения, воплощают принципы гигиенического проектирования в измеримые спецификации. Для трубок это означает полировку внутренних поверхностей до Ra ≤0,8 мкм (32 микродюйма), устранение щелей и застойных зон, а также такую геометрию, которая позволяет осуществлять полную очистку на месте без разборки. Пневматические цилиндры, разработанные для использования в экологически чистой среде. часто оцениваются по критериям 3-A, даже если полная сертификация 3-A не требуется, поскольку стандарты поверхности и размеров хорошо применимы к любому применению с высокими гигиеническими требованиями.
ASTM A270 — Бесшовные и сварные санитарно-гигиенические трубы из аустенитной нержавеющей стали
ASTM A270 — это основная спецификация материала для санитарно-гигиенических трубок из нержавеющей стали, используемых в пищевой и фармацевтической промышленности Северной Америки. Он охватывает требования к размерам, механическим свойствам и критериям качества поверхности как для бесшовных, так и для сварных труб. Соответствие стандарту A270, подтвержденное протоколом заводских испытаний (MTR), является базовым требованием к документации для любой трубки, контактирующей с пищевыми продуктами, в регулируемых цепочках поставок.
EC 1935/2004 — Европейские стандарты материалов, контактирующих с пищевыми продуктами.
Для производителей, поставляющих товары на европейские рынки, рамочный регламент ЕС EC 1935/2004 требует, чтобы материалы, контактирующие с пищевыми продуктами, сопровождались Декларацией о соответствии (DoC), подтверждающей, что материал не передает вещества в пищу в количествах, которые могут поставить под угрозу здоровье человека. Поставщики, поставляющие компоненты цилиндрических трубок из нержавеющей стали на европейское производство пищевого оборудования, должны убедиться, что эта документация доступна и правильно адаптирована к конкретным условиям применения.
Соответствие требованиям медицинской промышленности: от биосовместимости к отслеживаемости
Медицинские приложения требуют более строгой и структурированной системы соответствия, чем пищевая промышленность. В то время как соблюдение требований к пищевым продуктам сосредоточено в первую очередь на возможности очистки и устойчивости к коррозии, соответствие медицинским требованиям добавляет биосовместимость, совместимость с стерильностью, соответствие размеров для прецизионных сборок и требования к системе управления качеством (СМК), которые охватывают всю производственную цепочку.
ISO 13485 — Системы менеджмента качества медицинского оборудования
ISO 13485 является основополагающим стандартом СМК для производства медицинского оборудования. Он не определяет свойства материала напрямую, но устанавливает организационные процессы (документированные процедуры, квалификация поставщика, отслеживаемость и непрерывный мониторинг), которые определяют, как выбираются, закупаются, обрабатываются и проверяются соответствующие трубы из нержавеющей стали. Любой поставщик компонентов цилиндрических трубок, предназначенных для регулируемых сборок медицинского оборудования, должен работать в рамках системы управления качеством, сертифицированной по стандарту ISO 13485. Покупатели могут проверить это через орган по сертификации поставщика и область сертификации. официальный стандарт ISO 13485 и его нормативные требования поддерживаются и публикуются Международной организацией по стандартизации, которая также предоставляет руководство по применению стандарта в цепочке поставок медицинского оборудования .
ISO 10993 — Биологическая оценка медицинских изделий
Тестирование на биосовместимость в соответствии с ISO 10993 определяет, безопасен ли материал при контакте с тканями, кровью или жидкостями организма человека. Для цилиндрических трубок из нержавеющей стали, используемых в системах доставки медицинских жидкостей или оборудовании, которое непосредственно контактирует с пациентами, применяются соответствующие части ISO 10993. Нержавеющая сталь 316L имеет установленный рекорд биосовместимости. , но конкретное применение, продолжительность контакта и тип контакта определяют, какие категории испытаний ISO 10993 требуются.
ASTM F899 — Нержавеющая сталь для хирургических инструментов
ASTM F899 определяет химический состав и механические свойства нержавеющих сталей, используемых в хирургических целях. Если цилиндрические трубки являются частью узлов хирургических инструментов — приводных механизмов, каналов для жидкости или структурных компонентов, — соответствие F899 устанавливает базовый уровень материала, на который будут ссылаться нормативные документы.
ISO 7153-1 — Коррозионностойкие стали для медицинского применения
ISO 7153-1 определяет коррозионностойкие марки нержавеющей стали, подходящие для медицинских инструментов и оборудования, определяя пределы состава и ожидаемые эксплуатационные характеристики материалов, предназначенных для надежной работы в повторяющихся циклах стерилизации. Соответствие этому стандарту особенно актуально для цилиндрических трубок, используемых в многоразовых хирургических или диагностических устройствах.
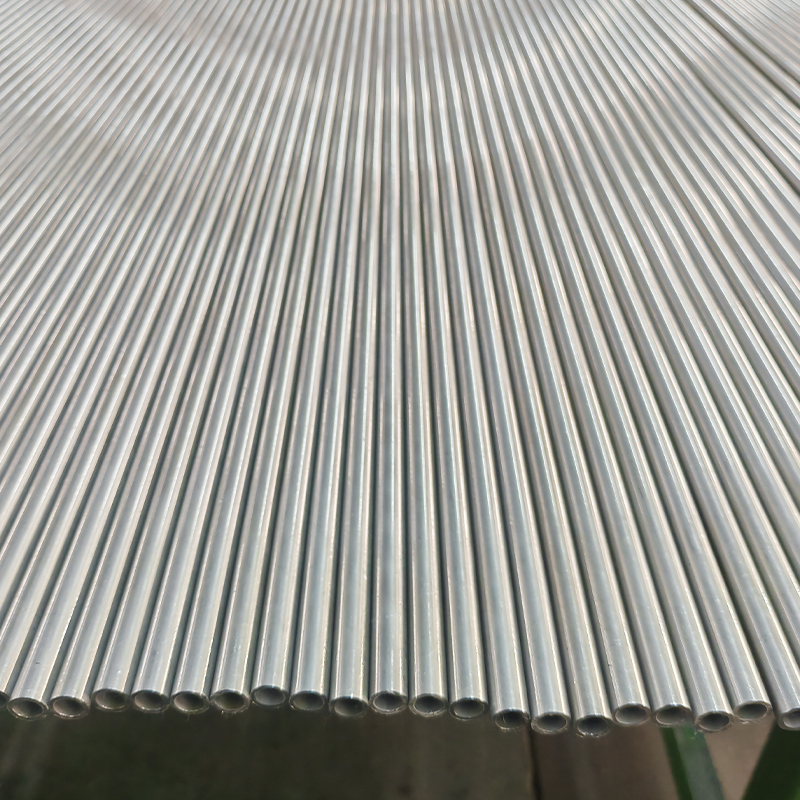
Чистота поверхности и допуски на размеры: скрытый фактор соответствия
Обработка поверхности — это то, где соблюдение требований к цилиндрической трубке становится технически требовательным, и где упрощение спецификаций создает реальные проблемы. Как для пищевых, так и для медицинских целей внутренняя поверхность цилиндрической трубки — это не просто технологическая деталь. Это гигиеническая и функциональная переменная, имеющая прямое нормативное значение.
В пищевой промышленности порог Ra ≤0,8 мкм стандарта 3-A существует потому, что выступы и впадины поверхности ниже этого уровня шероховатости слишком мелкие, чтобы в них могли разместиться колонии бактерий в ходе типичных циклов CIP. Выше этого порога эффективность очистки становится статистически менее достоверной — документ, подтверждающий риск безопасности пищевых продуктов. В системах медицинских жидкостей применяется аналогичная логика: более гладкие внутренние поверхности уменьшают улавливание частиц и способствуют эффективной стерилизации.
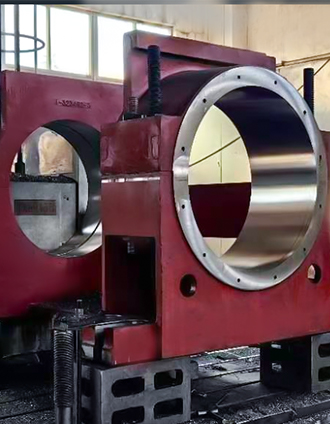
Хонингованная трубка с прецизионной отделкой внутреннего отверстия обеспечивает точность размеров и качество поверхности, необходимые для регламентированных применений. Хонингование позволяет получить геометрически однородное отверстие, что имеет решающее значение не только для эффективности уплотнения в пневматических и гидравлических устройствах, но и для обеспечения того, чтобы измерения качества поверхности, измеренные в одной точке трубы, были репрезентативными для всей длины отверстия.
Допуски на размеры цилиндрических трубок, используемых в регулируемых применениях, также должны учитывать:
- Овальность : Отклонение от круглого поперечного сечения может привести к неравномерному контакту уплотнения и локализованным зонам высокого давления.
- Постоянство толщины стенок : Разница в толщине стенок влияет как на номинальное давление, так и на однородность любой обработки поверхности или пассивации.
- Прямолинейность : Прямолинейность отверстия влияет на посадку узла и – в медицинских устройствах – может влиять на динамику потока жидкости в прецизионных системах доставки.
- Конечные условия : В гигиенических применениях необходимы квадратные обрезанные концы без заусенцев, чтобы предотвратить образование твердых частиц и обеспечить герметичное соединение.
Спецификации качества поверхности всегда следует сверять с фактическими отчетами об измерениях Ra, а не на основании визуального осмотра или общих заявлений о качестве.
Контрольный список документации для покупателей и спецификаторов
В ходе регламентированных аудитов пробелы в документации рассматриваются так же серьезно, как и физические несоответствия. Отсутствующие или неполные записи могут стать причиной запроса на корректирующие действия независимо от фактического качества материала. Следующий контрольный список охватывает основную документацию, которую должен включать в себя заказ на соответствующие цилиндрические трубки из нержавеющей стали.
Требуемая документация по типу приложения | Документ | Пищевые применения | Медицинские приложения | Примечания |
| Протокол заводских испытаний (MTR) | Требуется | Требуется | Должны быть указаны плавучесть, химический состав и механические свойства. |
| Сертификат соответствия (CoC) | Требуется | Требуется | Подтверждает соответствие материала указанному стандарту (например, ASTM A270, A269). |
| Отчет о чистоте поверхности (Ra) | Требуется for 3-A / ASME BPE | Настоятельно рекомендуется | Измеренные значения Ra, а не заявленные визуальные оценки |
| Отчет о проверке размеров | Как указано | Требуется for precision assemblies | наружный диаметр, стенка, диаметр отверстия, прямолинейность, овальность |
| Положительная идентификация материала (PMI) | Рекомендуется | Требуется for critical components | Подтверждает, что доставленный материал соответствует номеру плавки MTR. |
| Декларация соответствия (DoC) — ЕС | Требуется for EU markets | Требуется for EU MDR | Необходимо указать нормативные акты, условия использования и идентичность материала. |
| Данные о биосовместимости (ISO 10993) | Обычно не требуется | Требуется for patient-contact applications | Объем зависит от типа и продолжительности контакта |
| Записи о сварных швах/отчеты бороскопа | Требуется for orbital-welded systems | Требуется | 100% проверка бороскопом является отраслевым стандартом для санитарной нержавеющей стали. |
Один критический момент: Сертификат соответствия надежен настолько, насколько надежна система качества поставщика. . Сертификат соответствия от производителя, сертифицированного по стандарту ISO 13485, подкрепленный MTR, связанными с номером плавки, существенно отличается от общего заявления о соответствии в коммерческом счете. Покупатели должны убедиться, что все номера плавок в сертификате соответствия точно соответствуют номерам плавок в MTR и что химический состав MTR находится в пределах указанных пределов.
Как квалифицировать поставщика цилиндрических трубок, соответствующего требованиям
Выбор поставщика регулируемых цилиндрических труб из нержавеющей стали выходит за рамки цены и времени выполнения заказа. Структурированный процесс квалификации — даже самый простой — защищает последующий продукт и организацию от результатов аудита, сбоев на местах и сбоев в цепочке поставок.
Первым параметром оценки является область сертификации. Имеет ли поставщик сертификат ISO 9001 или ISO 13485, и охватывает ли область действия сертификата конкретную категорию продукции — прецизионные трубы, цилиндрические трубы, компоненты из нержавеющей стали? Ограничения объема имеют значение. Поставщик, сертифицированный на изготовление металлоконструкций, не получает автоматически квалификацию на производство прецизионных медицинских трубок.
Во-вторых, оцените глубину прослеживаемости. Может ли поставщик связать каждую отгруженную трубу с конкретной производственной плавкой с соответствующим MTR, который не был изменен или переиздан? Отслеживание тепла является основой регулируемых цепочек поставок. Поставщики, которые не могут предоставить эту связь по запросу, не подходят для пищевых или медицинских применений, независимо от их других полномочий.
В-третьих, просмотрите средства контроля производственного процесса для конкретного продукта. Процессы холодной вытяжки, методы отжига, методы отделки поверхности и частота контроля размеров — все это влияет на консистенцию и податливость готовой трубы. Поставщик, желающий поделиться технологической документацией или прошедший сторонний аудит со стороны регулируемых клиентов, демонстрирует уровень прозрачности процесса, которого не могут достичь общие заявления.
Наконец, оцените послепродажную поддержку: может ли поставщик быстро отреагировать на запрос о корректирующих действиях? Хранят ли они записи достаточно долго, чтобы обеспечить расследование отзыва продукции, если он произойдет спустя годы после отгрузки? В регулируемых отраслях отношения с поставщиками выходят далеко за рамки точки поставки. Наш Полный ассортимент цилиндрических труб и штоков производится в соответствии с документированным контролем качества с полной отслеживаемостью плавления для удовлетворения регулируемых требований клиентов.

























 English
English Español
Español русский
русский



 2026/06/05
2026/06/05